Laser fabrication
Laser cutter and engraver safety training
MakerSpace
Visit the MakerSpace website here.
General shop safety forms
If you missed an opportunity for general safety training, go here to catch up.
Equipment-specific safety forms
Equipment-specific forms are here:
- Equipment Specific Safety Training | Please have this ready for your laser cutter specific training below. We may already have it on file in the MakerSpace if you work with us.
Hello Laser
Safety training step by step
- 1 — Laser Cutter and Engraver SOP | Read this standard operating procedure prior to live demo.
- 2 — Live Safety Demo | This occurs during studio time. If you miss this demo, you must still receive this step of training outside of studio time. For outside of studio training, read here and then reserve a time below.
- 3 — EHS Laser Safety Training and Quiz | Our school office of Environmental Health and Safety requires additional training through the university Learning Resources Network (LRN).
- When there:
- If you are 1) not on the school payroll OR you have 2) not yet taken a class on LRN, you will first select Create an Account.
- If you ARE on the payroll OR have an existing LRN account, select Log In to LRN.
- Once you have logged in to LRN, visit:
- When there:
- If you are a safety monitor or supervisor, select Laser Fundamentals and Safety.
- If you are a MakerSpace client, select Laser Safety Training for Laser Cutters.
- In the appropriate title, select Click Here for Training and a pop-up with video training will open.
- At the end of the video, take and pass the quiz with 80% or better. You may retake the quiz until you pass.
- After passing, return to the Click Here for Training button and you’ll now see a View Certificate link.
- This opens as a PDF. Print the PDF and bring to MakerSpace. We will add it to your paper safety records.
After training: safety resources
Follow up your training with refresher materials, or expand on your training by diving into the tool documentation. For example: we train using corrugated cardboard, but you may want to learn more about cutting acrylic plastic, so that can be learned by consulting our resources.
- Vinyl Cutter at Abington∞MakerSpace | Visit this page at the MakerSpace website for troubleshooting, material guide, software guide, and safety videos that parallel our live training.
- Full Spectrum H-Series Quick Start Guide | Excerpts of the User Manual for general use of the tool.
- Full Spectrum H-Series User Manual | Long form reference. There is a copy of this manual in the red binder found adjacent to the machine.
- Laser Cutter Material Settings | Speed, power, and pass data for a variety of materials tested in the MakerSpace. You results may vary, so use this data as a starting point to test your own.
- Emergency Evacuation Procedures | Plan of the building with locations of exits, alarms, and extinguishers.
Production
Reserve the tool
First, reserve tool time. Even if you are cutting during class time, reserve the tool. Reservation sign-up sheets are at the website main page:
If this is your first time reserving, read the How to Reserve section of this page for policies and general guidelines on figuring out how much time to reserve.
Run the job
NEVER LEAVE THE LASER CUTTER UNATTENDED
PAUSE OPERATION IF YOU MUST TAKE A BREAK.
VIOLATION WILL RESULT IN IMMEDIATE AND PERMANENT REVOCATION OF MAKERSPACE PRIVILEGES.
This is a general overview. Many of these steps are detailed in the live safety demo, and can be reviewed in the safety video referenced above if you need a refresher.
Preparation
- Choose a material to cut and refer to the Laser Cutter Material Settings table for testing data. MakerSpace supplies complementary materials for learning or gathering data.
- Load your .svg, .pdf, or raster file onto the laser computer by downloading from the cloud or transferring on a flash drive. NOTE: Copy the file from the flash drive onto the hard drive. Never work a file directly off of a flash drive. Immediately after transfer, safe-eject the flash drive and remove. Every time you try to reboot a computer with a flash drive still mounted, Elon Musk beats a baby seal with a baseball bat! Please don’t let that happen!
- Open your .svg file in Inkscape. If the file does not look correct, try the .pdf instead. If that also looks janky, go back to your .ai file and inspect. NOTE: you can technically run the file out of Illustrator, but it’s much simpler to work with Inkscape. Make sure the Full Spectrum Retina Engrave 3D driver software is also open at this time.
- ALWAYS inspect the file just before printing. Look for duplicate vectors, too-small detail, or items that did not transfer correctly. Ask a monitor for assistance if you are unsure about the file.
- ALWAYS set the artboard size to landscape format if using the full 12 inch X 20 inch cutting bed. You should never set your artboard larger than 19 inches wide X 11 high.
Powering up
- Turn on the system at the power strip. The air filter turns on when you turn on the system, but it is not active until you press the red button on the front of the unit. Make sure the air filter for the machine is running when the laser is active. Also, make sure the shop air purifier at the back of the room is in operation for secondary air cleaning.
- If running certain materials such as fome-cor, which produce noxious organic fumes, you MUST only run it with permission and special protocols in place.
- Materials like PVC (polyvinyl chloride) or PP (polypropylene) plastics, which contain (or create) horrible toxic byproducts like hydrogen chloride gas, dioxins, carbon monoxide, or chlorinated furans MUST NEVER be cut as these fumes are too dangerous. If in doubt, ask the monitor.
- Confirm the network address is present in the driver software, then home and jog the cutting head into position.
- In Inkscape, with your file open, select the laser cutter as you would a printer driver. However, you must boot the Full Spectrum software BEFORE you select it.
Active cutting
- When running the job, use the tinted safety glasses to watch the progress. The laser output is not bright like an arc welder, but the wavelengths that damage your sight are invisible. This can eventually lead to permanent eye damage.
- Be aware of safety equipment such as the spray bottle and the fire extinguisher and be prepared to use them. If something goes wrong you can shut it down quickly and save material spoilage, the machine being destroyed, and the building burning down!
Post-production
Machine speed is dependent upon the nature of your job. Training for post-production work has already been covered by the live demo and the safety training video mentioned above.
Reserve a time
Reserve an Open Workspace (just one of the empty tables) at the MakerSpace. Reserving not only guarantees that you have a space to work, but it gives us data to prove the MakerSpace is wanted and needed by our community — meaning we are rewarded with more resources to serve you!
Material sorting
Don’t immediately pick your materials off of the cutting bed. Instead, lift the honeycomb cutting bed frame out with the material still on it. Use the original vector file to help you keep track of parts, especially if they are hard to distinguish. Write a numbering or lettering sorting code in erasable pencil on each part before removing from the bed. If you need sorting bags, we have some available in the MakerSpace.
Gluing and fastening
We have a range of adhesives and fasteners that work with a range of materials on hand for your complementary use. Most people over-use glues such as casein (Elmer’s glue) or wood glue: a little goes a long way.
Other finishing
We have materials for sanding, machining, painting, airbrushing, and other processes for advanced assembly. Just ask a monitor if we have what you need, and if not, how you can acquire it.
Document the results
Show off your finished model on your process journal or blog by taking simple but careful photographs. If you need a refresher on photo tips, visit these recommendations.
MakerSpace has a photo-cube and tripod that you may sign out for taking professional-grade photos with your phone. For 3D work, more than one image from more than one point of view is desirable.
Advanced fabrication: working with precision
Vector work
Prepare your vector work carefully:
- If edges of parts share the same profile, you may be able to separate them with one single cutting line, reducing waste and time. However…
- Be aware of double vector lines! they are sometimes hard to spot, and they can not only waste time, they can double the size of the laser kerf and/or excessively melt/burn/vaporize your material. Inspect your drawing for vectors drawn over one another.
- Closed paths will ensure your part will actually cut free of its matrix. Use Join tool in Illustrator, or equivalent in another vector program, if you have an open path.
- Laser cutter driver does not recognize line styles, but set your stroke width to emulate the laser kerf (see below).
The power of prototyping
Prototyping means to test a design using an alternate to finish material. Paper, corrugated, or chipboard substitutes for more durable materials will save you time and resources. Print out profiles on a printer and cut them out with a knife to test assembly. Makers who prototype having fully resolved design solutions when they go to the final material.
The transition from digital drawing to physical object can be harder to imagine than one realizes. Often unexpected qualities—both positive and negative—are uncovered in a physical object. A good prototype is the best, and perhaps only, way to test joints, shapes and details.
Kerf
Kerf refers to the amount of material lost to machining. For a laser, it’s quite small, but it is enough to throw off a snug slot fit or ruin an inlay or jewelry design.
You can find the kerf values for various materials through test-cutting. For super-precise inlay work, you can add or subtract the kerf value from the intended size of your material and this will compensate for the lost material. It’s a bit like cutting on one side of the line with a saw blade in order to maintain a precise measure, except the values are much smaller than the 0.125″ or so of an average saw blade.
Slot nodes
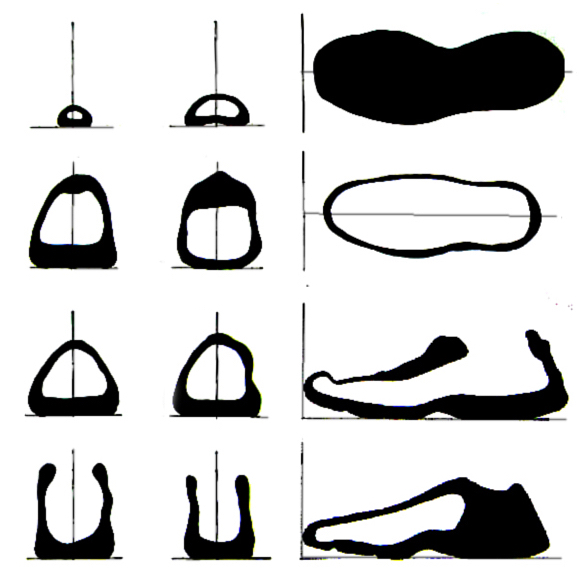
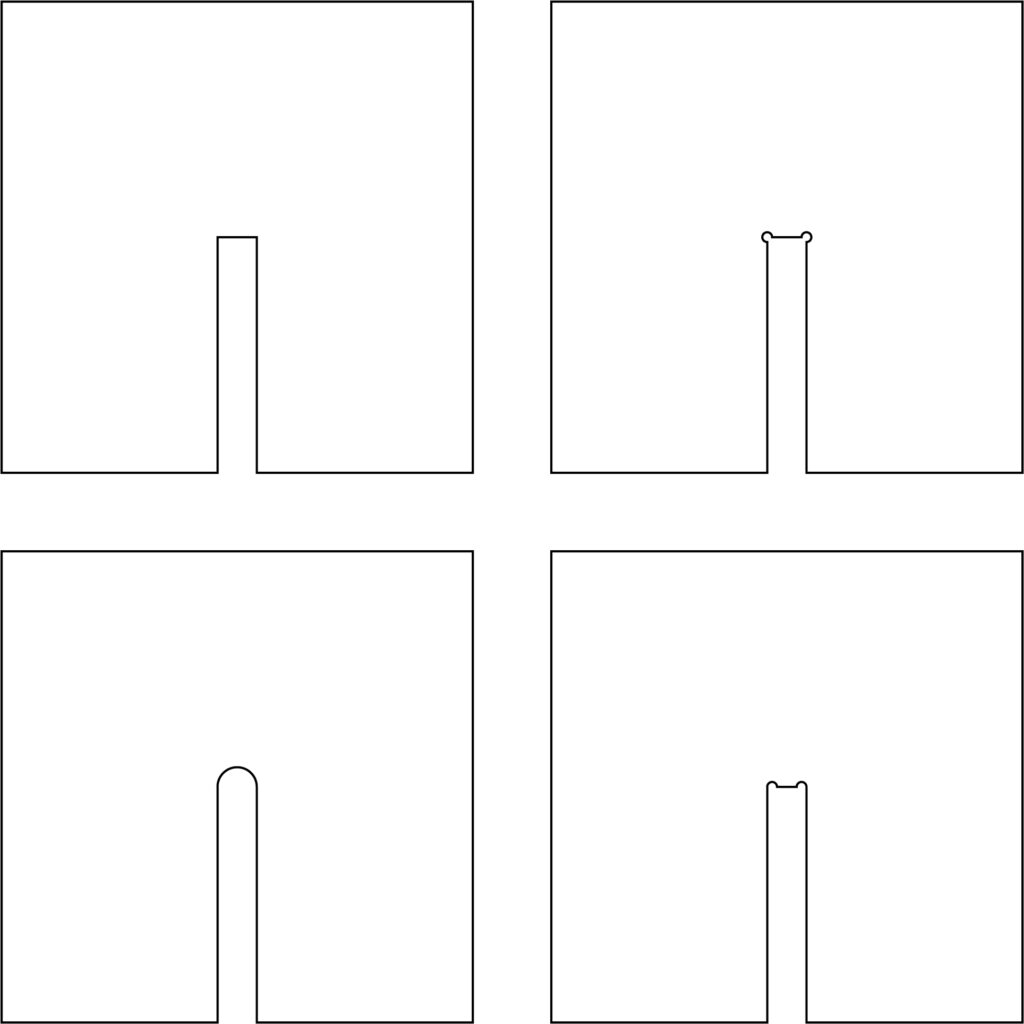
Even if you account for laser kerf, the tolerance of your material may throw off precision, especially when making a slot or slot-and-tab joint system. Materials can vary in thickness up to 10% of the advertised value. By creating nodes in your slots, you can mitigate this.
Nodes are little bumps located in the slots or on the tabs in your project that are sized to compensate for tolerance and kerf. Nodes compress as a product goes together, providing friction at specific points rather than along the entire slot length. This allows a slot to be designed a small fraction wider at the opening, which permits parts to be easily slid together, yet still provide a tight friction joint.
There are several keys to a successful node design:
- Design with paired symmetry | It’s better to have nodes on both sides of a slot precisely mirroring each other. Asymmetrically offset nodes can introduce twisting and buckling.
- Smooth curve shape | This allows strong friction without introducing resistance to assembly.
- The more the merrier | If the size of the slot allows, create multiple sets of nodes. Create one pair near the slot opening, one at the midpoint, and one near the terminus.
- Longer is gentler | The smooth curve shape works better with a longer node, if the slot size allows. Make nodes 0.25″/6mm or longer.
- Depth depends on density | If using a dense material (HDF, acrylic), the nodes should be shallow, since the material will exhibit little compression—a node perhaps as shallow as 0.005″ to 0.010″ may suffice. Less dense materials (basswood, museum mounting board) will compress more, and a node of 0.020″ will be possible. Prototyping with a simple slot-and-tab model will help you apply the right depth of node to your material.
Brittle materials like acrylic may not like a deep node at all, although there are ways to keep corners from cracking…
Corner radii in acrylic slots
A sharp corner in brittle materials like acrylic will fracture when compressive forces are applied. There is a remedy, however. A sharp corner effectively generates an inherently weak point in acrylic. A small radii at the corner will transfer compressive forces from one face of the hole or slot to the other and reduces the risk of the material splitting at the corner.
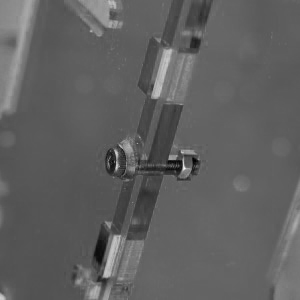
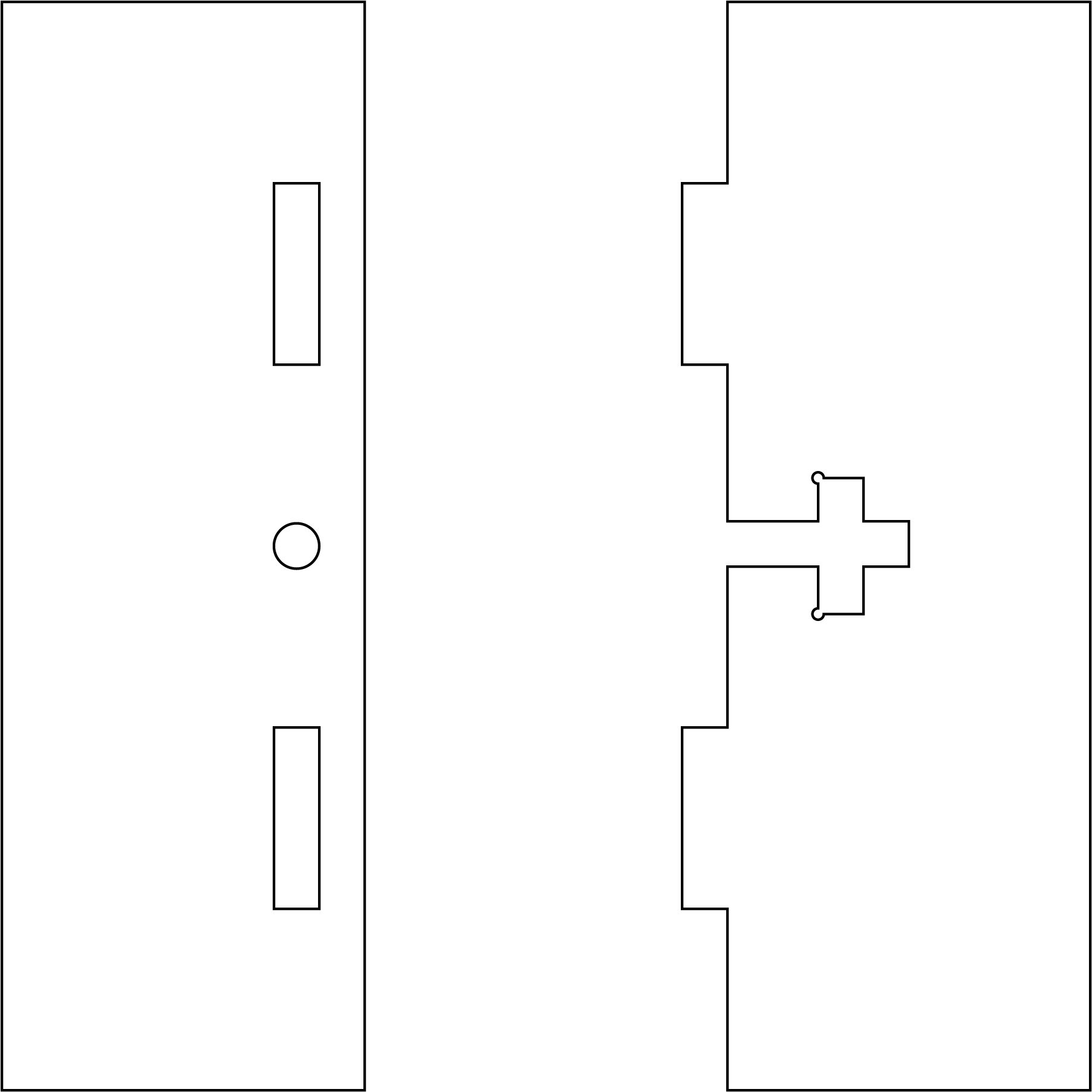
Joints with fasteners
An alternative to friction joints or glue is the T-slot joint. This connection employs tabs to orient pieces, alongside a T-shaped slot with a captive nut and bolt. The holes can be fractionally oversized to allow for material on the plus side of tolerance, and the bolt holds all pieces snugly. Using corner radii on the cutouts reduces the risk of cracking if the bolt is overtightened. Combine a rubber washer with the captive nut and bolt, and this further reduces the chance of damage.